- Радиальное биение
-
3.6.1. Радиальное биение
Примечание - Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов.
3.4. Радиальное биение:
а) клеенаносящих вальцов;
б) дозирующих роликов.

Черт. 4
Допуск: а) 0,10 мм; б) 0,05 мм.
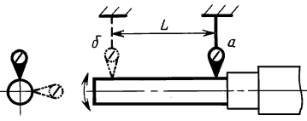
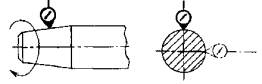
На неподвижной части станка 1 (линейке) устанавливают измерительную стойку с индикатором 2 так, чтобы его измерительный наконечник касался образующей цилиндрической поверхности вальца (ролика) 3 и был перпендикулярен к его оси.
Измерения проводят при повороте вальца (ролика) вручную на 360° в положениях А, В и С.
Радиальное биение равно наибольшей алгебраической разности результатов измерений за один оборот вальца (ролика) в каждом положении.
Примечание. При проверке рифленых вальцов и роликов применяют прибор с измерительным наконечником НГП-8 класса 0 по ГОСТ 11007.
Источник: ГОСТ 17214-90: Деревообрабатывающее оборудование. Станки клеенаносящие вальцовые. Основные параметры. Нормы точности оригинал документаСмотри также родственные термины:
2.18. Радиальное биение базирующего конца шлифовального шпинделя под круг

Черт. 20
Таблица 14
Наибольший диаметр устанавливаемой заготовки, мм
Допуск, мкм, для станков класса точности П
До 200
4
Св. 200 » 400
5
» 400
5
Измерение - по ГОСТ 22267, разд. 15, метод 1 (черт. 20). Контроль в двух сечениях.
Определения термина из разных документов: Радиальное биение базирующего конца шлифовального шпинделя под кругИсточник: ГОСТ 11654-90: Станки круглошлифовальные. Основные параметры и размеры. Нормы точности оригинал документа1.9. Радиальное биение базирующего отверстия шпинделя передней бабки (черт. 8):
а) у торца шпинделя;
б) на расстоянии l.

Черт. 8
Таблица 5
Наибольший диаметр устанавливаемой заготовки, мм
Номер пункта
l, мм
Допуск, мкм
До 125
1.9а
1.9б
-
150
5
8
Св. 125 » 320
1.9а
1.9б
-
300
6
10
» 320
1.9а
1.9б
-
300
8
12
Измерения - по ГОСТ 22267-76, разд. 15, метод 2.
Определения термина из разных документов: Радиальное биение базирующего отверстия шпинделя передней бабки2.10. Радиальное биение базирующей конической поверхности под круг шлифовального шпинделя

Черт. 8
Таблица 7
Наибольший диаметр базирующей конической поверхности шлифовального шпинделя d2, мм
Допуск, мкм, для станков классов точности
В
А, С
До 25
2,5
2
Св. 25 » 50
3
2
» 50 » 80
4
2,5
Измерения - по ГОСТ 22267, разд. 15, метод 1.
Определения термина из разных документов: Радиальное биение базирующей конической поверхности под круг шлифовального шпинделяИсточник: ГОСТ 273-90: Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем. Основные размеры. Нормы точности и жесткости оригинал документа2.3.4. Радиальное биение базирующей шейки шпинделя шевера

Черт. 5
Допуск для станков с наибольшим диаметром обрабатываемого колеса: до 200 мм - 3 мкм, св. 200 мм - 5 мкм.
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 5).
Измерения проводят в горизонтальной и вертикальной плоскостях.
Проверку проводят при установленном поддерживающем кронштейне, если он предусмотрен в конструкции станка.
Определения термина из разных документов: Радиальное биение базирующей шейки шпинделя шевераИсточник: ГОСТ 13281-93: Станки зубошевинговальные. Основные размеры. Нормы точности и жесткости оригинал документа1.6. Радиальное биение базовых поверхностей концов шлифовальных шпинделей (черт. 5):
а) для шлифования наружной резьбы;
б)для шлифования внутренней резьбы.

Черт. 5
Таблица 2
Наибольший диаметр устанавливаемой заготовки, мм
Допуск, мкм
а
б
До 125
4
3
Св. 125 » 320
4
5
» 320
5
-
Измерения - по ГОСТ 22267-76, разд. 15, методы 1 и 2.
Определения термина из разных документов: Радиальное биение базовых поверхностей концов шлифовальных шпинделей3.29 радиальное биение внутреннего кольца собранного подшипника Kja (radial runout of inner ring of assembled bearing): Разность между наибольшим и наименьшим расстояниями в радиальном направлении от неподвижной точки на наружной поверхности наружного кольца до поверхности отверстия в различных относительных угловых положениях внутреннего кольца.
Примечание - В направлении указанной неподвижной точки тела качения должны находиться в контакте с дорожками качения наружного и внутреннего колец, а у конического подшипника - и с опорным торцом бортика широкого торца внутреннего кольца.
Определения термина из разных документов: радиальное биение внутреннего кольца собранного подшипника Kja3.6.1.1 радиальное биение внутреннего кольца собранного радиального и радиально-упорного подшипника Kia. Разность между наибольшим и наименьшим расстояниями в радиальном направлении от неподвижной точки на наружной поверхности наружного кольца до поверхности отверстия в различных относительных угловых положениях внутреннего кольца. В направлении указанной неподвижной точки тела качения должны быть в контакте с дорожками качения наружного и внутреннего колец, а у конического подшипника - и с опорным торцом бортика широкого торца внутреннего кольца.
Определения термина из разных документов: радиальное биение внутреннего кольца собранного радиального и радиально-упорного подшипника2.4. Радиальное биение внутренней базирующей поверхности шпинделя:
Определения термина из разных документов: Радиальное биение внутренней базирующей поверхности шпинделяИсточник: ГОСТ 25427-91: Головки силовые с выдвижной пинолью агрегатных станков. Основные размеры. Нормы точности оригинал документа2.3. Радиальное биение внутренней базирующей поверхности шпинделя:
Определения термина из разных документов: Радиальное биение внутренней базирующей поверхности шпинделяИсточник: ГОСТ 21186-91: Бабки расточные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа2.3. Радиальное биение внутренней базирующей поверхности шпинделя:
Определения термина из разных документов: Радиальное биение внутренней базирующей поверхности шпинделяИсточник: ГОСТ 21191-91: Бабки сверлильные агрегатных станков. Основные размеры. Нормы точности оригинал документа2.3. Радиальное биение внутренней базовой поверхности шпинделя:
Определения термина из разных документов: Радиальное биение внутренней базовой поверхности шпинделяИсточник: ГОСТ 23856-91: Коробки многошпиндельные агрегатных станков. Основные размеры. Нормы точности оригинал документа4.11.4 Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки

Рисунок 17
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 15; П - 5; В - 4; А - 3.
Измерения - по ГОСТ 22267, раздел 15, метод 1 (рисунок 17).
Измерения проводят вблизи торца шпинделя.
Проверка может быть заменена проверкой 4.11.3.
Проверка не проводится в случае проведения проверки 4.11.1.
Определения термина из разных документов: Радиальное биение внутренней центрирующей поверхности шпинделя передней бабкиИсточник: ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа1.6. Радиальное биение калибрующей поверхности относительно оси резьбы, мм
Определения термина из разных документов: Радиальное биение калибрующей поверхности относительно оси резьбы,Источник: ГОСТ 4.335-85: Система показателей качества продукции. Инструмент породоразрушающий. Номенклатура показателей оригинал документа1.10. Радиальное биение конического отверстия вертикального и горизонтального шпинделей:
а) у торца шпинделя;
б) на расстоянии L
Черт. 11
Таблица 8
Обозначение конуса по ГОСТ 15945
Номер проверки
L, мм
Допуск, мкм, для станков класса точности
П
В
А
30; 40
1.10а
1.10б
-
150
6
10
5
8
4
6
50
1.10а
1.10б
-
300
8
16
6
12
5
10
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 11).
Определения термина из разных документов: Радиальное биение конического отверстия вертикального и горизонтального шпинделейИсточник: ГОСТ 26016-83: Станки фрезерные широкоуниверсальные инструментальные. Нормы точности оригинал документа2.2.6. Радиальное биение конического отверстия инструментального шпинделя:
а) у торца инструментального шпинделя;
б) на расстоянии l

Черт. 8
Таблица 7
Наибольший диаметр обрабатываемого колеса, мм
Номер пункта
l, мм
Допуск, мкм для станков классов точности
Н
П
В
А
До 125
2.2.6.а
2.2.6.б
-
150
6
8
4
5
2,5
3
1,6
2
Св. 125 » 320
2.2.6.а
2.2.6.б
-
200
8
10
5
6
3
4
2
2,5
» 320 » 800
2.2.6.а
2.2.6.б
-
200
10
16
6
10
4
6
2,5
4
» 800 » 2000
2.2.6.а
2.2.6.б
-
300
12
25
8
16
5
10
3
6
» 2000 » 5000
2.2.6.а
2.2.6.б
-
500
16
30
10
20
6
12
4
8
» 5000 » 12500
2.2.6.а
2.2.6.б
-
500
20
40
-
-
-
-
-
-
Измерения - по ГОСТ 22267, разд. 15, метод 2, (черт. 8).
Примечание. Положение инструментального суппорта при проверке должно быть указано в технической документации на конкретные модели станков.
Определения термина из разных документов: Радиальное биение конического отверстия инструментального шпинделяИсточник: ГОСТ 659-89: Станки зубофрезерные вертикальные для цилиндрических колес. Основные параметры и размеры. Нормы точности оригинал документа1.4.13. Радиальное биение конического отверстия фрезерного шпинделя

Черт. 13
Таблица 5
Ширина стола, мм
Длина измерения l, мм
Сечение измерения
Допуск, мкм, для станков класса точности
Н
П
До 250
-
А
10
6
150
В
12
8
Св. 250
-
А
10
6
300
В
20
12
Измерение следует проводить по ГОСТ 22267-76 (разд. 15, предпочтительно метод 2), в соответствии со схемой, указанной на черт. 13.
Определения термина из разных документов: Радиальное биение конического отверстия фрезерного шпинделя3.9 Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии от торца шпинделя 100 см

Рисунок 18
Таблица 5
Конец шпинделя по ГОСТ 30064
Допуск, мкм
С конусом 7:24
с конусом Морзе
3.9а
3.9б
0; 1; 2
2
3
30
40; 45; 50
3
3
4
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 18).
Определения термина из разных документов: Радиальное биение конического отверстия шпинделяИсточник: ГОСТ 18098-94: Станки координатно-расточные и координатно-шлифовальные. Нормы точности оригинал документа3.4.15. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии L

Черт. 24
Таблица 14
Диаметр наружной центрирующей поверхности шпинделя, им
Номер пункта
L, мм
Допуск, мкм, для станков классов точности
Н
П
До 100
3.4.15а
3.4.15б
-
150
8
12
6
10
Св. 100 до 160
3.4.15а
3.4.15б
-
300
10
20
8
16
Измерение - по ГОСТ 22267 (разд. 15, предпочтительно метод 2), черт. 24.
Определения термина из разных документов: Радиальное биение конического отверстия шпинделяИсточник: ГОСТ 9726-89: Станки фрезерные вертикальные с крестовым столом. Терминология. Основные размеры. Нормы точности и жесткости оригинал документа2.3.5. Радиальное биение конического отверстия шпинделя (черт. 6)

Черт. 6
Допуск: 0,02 мм у торца шпинделя; 0,04 мм нарасстоянии 300 мм от торца шпинделя.
В коническое отверстие шпинделя 2 устанавливают контрольную оправку 1. Показывающий прибор 3 устанавливают на рабочей поверхности стола 4 так, чтобы его измерительный наконечник касался образующей контрольной оправки и был направлен перпендикулярно ей. Шпиндель приводят в медленное вращение. Измерения проводят четыре раза.
После каждого измерения оправку поворачивают вокруг оси вращения на 90° относительно шпинделя.
Радиальное биение в каждом положении оправки равно наибольшей алгебраической разности показаний показывающего прибора в течение одного оборота шпинделя.
Радиальное биение конического отверстия шпинделя равно среднему арифметическому результату четырех измерений.
Определения термина из разных документов: Радиальное биение конического отверстия шпинделяИсточник: ГОСТ 14044-93: Деревообрабатывающее оборудование. Станки фрезерно-модельные. Основные параметры и размеры. Нормы точности оригинал документа3.11 Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии l

Рисунок 17
Таблица 4
Конец шпинделя по ГОСТ 24644 с конусом 7.24
Длина измерения l, мм
Номер позиции
Допуск, мкм, для станков классов точности
П
А
30, 40
-
а
6
4
150
б
12
8
40*; 45; 50; 60
-
а
10
6
300
б
20
12
Для выдвижных шпинделей допуск увеличивают в 1,25 раза
* Для шпинделя с конусом 40 во 2-й строке допуск только на расстоянии 300 мм от торца, а допуск у торца сохраняется принятым в 1-й строке.
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 17).
Определения термина из разных документов: Радиальное биение конического отверстия шпинделяИсточник: ГОСТ 30027-93: Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности оригинал документа1.2.7. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии L

Черт. 15
Таблица 7
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя1.3.4. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии l = 300 мм

Черт. 7
Таблица 3
Наибольший условный диаметр сверления, мм
Номер пункта
Допуск, мкм, для станков класса точности
Н
П
До 63
1.3.4а
16
10
1.3.4б
25
16
Св. 63 до 125
1.3.4а
20
12
1.3.4б
30
20
Измерение - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 7). Колонна, рукав и сверлильная головка зажаты.
1.3.5. Перпендикулярность оси вращения шпинделя к рабочей поверхности фундаментной плиты (тумбы, откидного стола, стола-плиты)
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя2.3. Радиальное биение конического отверстия шпинделя
Определения термина из разных документов: Радиальное биение конического отверстия шпинделяИсточник: ГОСТ 22410-91: Бабки фрезерные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа1.8. Радиальное биение конического отверстия шпинделя бабки изделия:
1) у торца;
2) на расстоянии L

Черт. 6
Таблица 6
Наибольший диаметр обрабатываемых зубчатых колес, мм
Номер пункта
L, мм
Допуск, мкм, для станков классов точности
Н
П
В
А
До 125
1.8.1
-
-
5
3
2
1.8.2
75
-
6
4
2,5
Св. 125 до 200
1.8.1
-
-
5
3
2
1.8.2
150
-
8
5
3
Св. 200 до 500
1.8.1
-
-
6
4
3
1.8.2
150
-
8
5
4
Св. 500 до 800
1.8.1
-
-
8
5
-
1.8.2
150
-
12
8
-
Св. 800 до 1600
1.8.1
-
16
10
6
-
1.8.2
150
25
16
10
-
Измерения - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 6).
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя бабки изделияИсточник: ГОСТ 9153-83: Станки зуборезные для конических колес с прямыми зубьями. Нормы точности и жесткости оригинал документа2.8. Радиальное биение конического отверстия шпинделя бабки изделия:
а) у торца;
б) на расстоянии L

Черт. 7
Таблица 7
Наибольший диаметр обрабатываемого колеса, мм
Номер пункта
L, мм
Допуск, мкм, для станков класса точности
В
А
До 125
2.8а
2.8б
-
75
2,5
3,5
1,5
2
Св. 125 до 200
2.8а
2.8б
-
150
2,5
4
2
2,5
Св. 200 до 500
2.8а
2.8б
-
150
3,5
5
2
3,5
Св. 500 до 800
2.8а
2.8б
-
150
4
7
2,5
4
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя бабки изделияИсточник: ГОСТ 13142-90: Станки зубошлифовальные для конических колес. Основные размеры. Нормы точности оригинал документа3.4.2. Радиальное биение конического отверстия шпинделя быстроходной головки:
а) у торца шпинделя;
б) на расстоянии L

Черт. 47
Таблица 30
Обозначение конуса по ГОСТ 15945
Номер проверки
L, мм
Допуск, мкм, для головок класса точности
П
В
30; 40
3.4.2а
3.4.2б
-
150
6
10
5
8
50
3.4.2а
3.4.2б
-
300
8
16
6
12
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 47).
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя быстроходной головкиИсточник: ГОСТ 26016-83: Станки фрезерные широкоуниверсальные инструментальные. Нормы точности оригинал документа3.3.1. Радиальное биение конического отверстия шпинделя делительной головки:
а) у торца шпинделя;
б) на расстоянии L

Черт. 41
Таблица 29
Конус шпинделя Морзе
Номер проверки
L, мм
Допуск, мкм, для головок класса точности
П
В
До 3
3.3.1а
3.3.1б
-
150
8
12
6
10
4 и 5
3.3.1а
3.3.1б
-
200
10
20
8
12
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 41).
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя делительной головкиИсточник: ГОСТ 26016-83: Станки фрезерные широкоуниверсальные инструментальные. Нормы точности оригинал документа2.2.6. Радиальное биение конического отверстия шпинделя фрезы:
а) у торца шпинделя;
б) на расстоянии l

Черт. 11
Таблица 7
Наибольший диаметр обрабатываемого колеса, мм
Номер пункта
l, мм
Допуск, мкм, для станков класса точности
Н
п
в
А
До 125
2.2.6а
2.2.6б
-
200
8
10
5
6
3
4
2,0
2,5
Св. 125 » 320
2.2.6а
2.2.6б
-
300
10
16
6
10
4
6
2,5
4,0
» 320 » 500
2.2.6а
2.2.6б
-
300
12
20
8
12
5
8
3,0
5,0
» 500 » 1250
2.2.6а
2.2.6б
-
500
16
30
10
20
6
12
4,0
8,0
Измерения - по ГОСТ 22267, разд. 15, метод 2 (черт. 11).
Примечание. Положение инструментального суппорта при проверке должно быть указано в технической документации на конкретные модели станков.
Определения термина из разных документов: Радиальное биение конического отверстия шпинделя фрезыИсточник: ГОСТ 18065-91: Станки зубофрезерные горизонтальные для цилиндрических колес. Основные параметры и размеры. Нормы точности оригинал документа2.20. Радиальное биение конической поверхности шлифовального шпинделя

Черт. 40
Таблица 19
Наибольший диаметр конической поверхности шлифовального шпинделя d2, мм
Допуск, мкм, для станков классов точности
В
А
До 50
3
2
Св. 50 » 80
4
3
» 80
5
3
Измерения - по ГОСТ 22267, разд. 15, метод 1.
Определения термина из разных документов: Радиальное биение конической поверхности шлифовального шпинделяИсточник: ГОСТ 13135-90: Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности оригинал документа3.30 радиальное биение наружного кольца собранного подшипника Кеа (radial runout of outer ring of assembled bearing): Разность между наибольшим и наименьшим расстояниями в радиальном направлении от неподвижной точки на поверхности отверстия внутреннего кольца до наружной поверхности наружного кольца в различных относительных угловых положениях этого кольца.
Примечание - В направлении указанной неподвижной точки тела качения должны находиться в контакте с дорожками качения наружного и внутреннего колец, а у конического подшипника - и с опорным торцом бортика широкого торца внутреннего кольца.
Определения термина из разных документов: радиальное биение наружного кольца собранного подшипника Кеа3.6.1.2 радиальное биение наружного кольца собранного радиального и радиально-упорного подшипника Kеа: Разность между наибольшим и наименьшим расстояниями в радиальном направлении от неподвижной точки на поверхности отверстия внутреннего кольца до наружной поверхности наружного кольца в различных относительных угловых положениях этого кольца. В направлении указанной неподвижной точки тела качения должны быть в контакте с дорожками качения наружного и внутреннего колец, а у конического подшипника и с опорным торцом бортика широкого торца внутреннего кольца.
Определения термина из разных документов: радиальное биение наружного кольца собранного радиального и радиально-упорного подшипника4.3.7 Радиальное биение наружного конуса шпинделя шлифовальной бабки

Рисунок 13
Таблица 8
Наибольший диаметр D устанавливаемого изделия, мм
Допуск, мкм
До 200
3
Св. 200 » 320
4
» 320 » 500
5
Измерения - по ГОСТ 22267, раздел 16, метод 1 (рисунок 13)
Определения термина из разных документов: Радиальное биение наружного конуса шпинделя шлифовальной бабкиИсточник: ГОСТ 30051-93: Станки шлицешлифовальные. Основные размеры. Нормы точности и жесткости оригинал документа2.4. Радиальное биение наружной базирующей поверхности шпинделя

Черт. 3
Таблица 3
Ширина В бабок, мм
Допуск мкм, для класса точности
Н
П
В
125, 160
10
6
4
200, 250
12
8
5
320, 400
16
10
6
500, 630
20
12
8
Измерения - по ГОСТ 22267, разд. 15, метод 1.
Определения термина из разных документов: Радиальное биение наружной базирующей поверхности шпинделяИсточник: ГОСТ 21186-91: Бабки расточные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа1.11. Радиальное биение наружной базовой поверхности шпинделя под шлифовальный круг (черт. 10)
Черт. 10
Допуск, мкм, для станков класса точности:
П................................................... 5
В................................................... 3
А................................................... 2
Измерения - по ГОСТ 22267-76, разд. 15, п. 15.3.1, метод 1.
Определения термина из разных документов: Радиальное биение наружной базовой поверхности шпинделя под шлифовальный круг2.7.2.3. Радиальное биение наружной или внутренней базовой поверхности шпинделя (вала) (черт. 3, табл. 5).

Черт. 3
Таблица 5
Наибольшая частота вращения шпинделя, мин-1
Допуск, мкм, для шпинделей классов точности
В
А
С
До 36000
4
2,5
2
Св. 36000
3
2
1,5
2.7.3. Допускаемые отклонения по точности шпинделей для сверлильных, фрезерных и других станков устанавливаются в технических условиях на шпиндели.
2.7.4. Проверка точности обработки образца-изделия должна производиться на станке, соответствующем по классу точности испытываемому шпинделю.
2.7.4.1. Для шпинделей шлифовальных станков диаметр отверстия образца-изделия do = (1 - 1,2) dK, где dK - наибольший диаметр шлифовального круга, указанный в технических условиях на шпиндель.
Длина отверстия образца-изделия lо = 2 dо.
Твердость поверхности отверстия (61 ± 5) HRCэ.
Примечание. По согласованию с потребителем длина lо может быть уменьшена.
Параметр Ra по ГОСТ 2789 шероховатости поверхности шлифуемого отверстия образца-изделия, мкм, не более, для шпинделей классов точности:
В 0,32
А, С 0,08
Параметр Ra измеряют при помощи универсальных измерительных средств для контроля шероховатости.
2.7.4.2. Параметры обрабатываемой поверхности образца-изделия для сверлильных, фрезерных и других станков устанавливаются в технических условиях на шпиндели.
2.8. Комплектность
2.8.1. Комплектность устанавливается в технических условиях на шпиндели.
К шпинделям прилагается эксплуатационная документация по ГОСТ 2.601 и ГОСТ 26583.
2.8.2. Шпиндели, предназначенные для экспорта, комплектуют товаросопроводительной документацией по ГОСТ 6.37.
2.9. Маркировка шпинделей
2.9.1. Шпиндель должен иметь следующую маркировку:
товарный знак предприятия-изготовителя;
условное обозначение шпинделя;
номер шпинделя по системе нумерации предприятия-изготовителя;
год изготовления;
частота вращения, мин-1 (об/мин);
номинальная мощность, кВт;
государственный Знак качества, если он присвоен выпускаемому шпинделю.
Дополнительно указывают:
для шпинделей с электроприводом -
частоту тока, Гц;
номинальное напряжение, В;
для шпинделей с пневмоприводом -
давление подводимого воздуха, МПа;
номинальный расход воздуха, м3/ч.
2.9.2. Для шпинделей, где указание всех данных невозможно, допускается сокращенная маркировка.
При этом обязательно указывают:
товарный знак предприятия-изготовителя;
условное обозначение шпинделя;
номер шпинделя по системе нумерации предприятия-изготовителя;
год изготовления;
государственный Знак качества, если он присвоен выпускаемому шпинделю.
2.9.3. Для шпинделей, поставляемых на экспорт, год изготовления и государственный Знак качества не указывают.
2.9.4. Транспортная маркировка - по ГОСТ 14192.
Манипуляционные знаки указываются в нормативно-технической и в конструкторской документации на шпиндели.
2.10. Упаковка шпинделей
2.10.1. Категория упаковки КУ-3 по ГОСТ 23170.
2.10.2. Консервация - по группе II-1 согласно ГОСТ 9.014:
варианты временной защиты ВЗ-1, ВЗ-10;
варианты внутренней упаковки ВУ-5, ВУ-0.
Гарантийный срок защиты без переконсервации 2 года.
2.10.3. В качестве транспортной тары должны использоваться плотные дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, ящики из гофрированного картона по ГОСТ 9142. Тип и конструкция тары должны устанавливаться в нормативно-технической и в конструкторской документации на шпиндели.
2.10.3.1. Размеры тары должны устанавливаться исходя из габаритов и массы шпинделя, а также с учетом требований ГОСТ 21140.
Конструкция тары должна исключать смещение шпинделя.
2.10.3.2. При перевозке железнодорожным транспортом упакованные шпиндели должны быть сформированы в пакеты на плоских поддонах согласно ГОСТ 21929, ГОСТ 24597 и ГОСТ 26663. Способы и средства пакетирования должны устанавливаться в нормативно-технической документации на шпиндели.
При перевозке мелкими отправками упаковка в ящики из гофрированного картона по ГОСТ 9142 не допускается.
2.10.3.3. При поставках на Крайний Север и в труднодоступные районы, а также при смешанном сообщении с использованием морских перевозок, упаковка должна соответствовать требованиям ГОСТ 15846. Конкретные требования к упаковке должны устанавливаться в нормативно-технической документации на шпиндели.
2.10.3.4. При поставках шпинделей на экспорт дополнительные требования к упаковке должны соответствовать ГОСТ 24634.
Определения термина из разных документов: Радиальное биение наружной или внутренней базовой поверхности шпинделя (вала)Источник: ГОСТ 14177-88: Шпиндели со встроенным приводом. Общие технические условия оригинал документа3.3.3. Радиальное биение наружной поверхности шпинделя, центрирующей патрон

Черт. 43
Допуск, мкм, для головок классов точности:
П...................................... 10
В...................................... 6
Измерение - по ГОСТ 22267, разд. 15, метод 1 (черт. 43).
Определения термина из разных документов: Радиальное биение наружной поверхности шпинделя, центрирующей патронИсточник: ГОСТ 26016-83: Станки фрезерные широкоуниверсальные инструментальные. Нормы точности оригинал документа3.4.14. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)

Черт. 23
Таблица 13
Диаметр наружной центрирующей поверхности шпинделя, мм
Допуск, мкм, для станков классов точности
Н
П
До 100
8
6
Св. 100 до 160
10
8
Измерение - по ГОСТ 22267 (разд. 15, предпочтительно метод 1), черт. 23.
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)Источник: ГОСТ 9726-89: Станки фрезерные вертикальные с крестовым столом. Терминология. Основные размеры. Нормы точности и жесткости оригинал документа1.4.12. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)

Черт. 12
Допуск для станков класса точности Н- 10 мкм, для станков класса точности П - 6 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд. 15, предпочтительно метод 1), в соответствии со схемой, указанной на черт. 12.
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)1.2.6. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по этой поверхности)
Таблица 6
Диаметр наружной центрирующей поверхности шпинделя, мм
Допуск, мкм, для станков класса точности
Н
П
До 160
10
8
Св. 160 » 250
12
10

Черт. 14
Измерения - по ГОСТ 22267-76, разд. 15, метод 1 (черт. 14).
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по этой поверхности)4.8 Радиальное биение наружной центрирующей поверхности шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)

Рисунок 10
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 10, для Da > 800 мм - 15; П - 7; В - 5; А - 3.
Измерения - по ГОСТ 22267, разд. 15, метод 1 (рисунок 10).
Допускается проводить измерение перпендикулярно образующей наружного конуса шпинделя.
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя передней бабкиИсточник: ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа1.10. Радиальное биение наружной центрирующей поверхности шпинделя передней бабки (черт. 9).

Черт. 9
Допуск в мкм для наибольшего диаметра устанавливаемой заготовки, мм:
до 320........................................................... 5
св. 320.......................................................... 7
На станке укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался наружной центрирующей шейки шпинделя 2 передней бабки и был направлен к оси этой поверхности перпендикулярно образующей.
Измерения производят при вращении шпинделя в рабочем направлении. Биение равно наибольшей алгебраической разности показаний измерительного показывающего прибора в каждом его положении.
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя передней бабки1.2. Радиальное биение обода пильного шкива
На станине станка устанавливают показывающий прибор 1 (черт. 1) так, чтобы его измерительный наконечник касался наружной обработанной поверхности обода пильного шкива 2 и был перпендикулярен к ней в плоскости измерения.
Проверяют верхний и нижний пильные шкивы.
Отклонение для каждого шкива равно наибольшему из результатов двух измерений.

Черт. 1
Допуск в мм для шкивов диаметром:
1250 мм.................................................... 0,05
св. 1250 мм..................................................... 0,07
1.1, 1.2. (Измененная редакция, Изм. № 1).
Определения термина из разных документов: Радиальное биение обода пильного шкиваИсточник: ГОСТ 25135-82: Оборудование деревообрабатывающее. Станки ленточнопильные вертикальные для продольной распиловки бревен. Нормы точности оригинал документа2.3.3. Радиальное биение оправки, зажатой в центрах
(для станков с горизонтальной осью обрабатываемого колеса)

Черт. 4
Допуск для станков с наибольшим диаметром обрабатываемого колеса: до 200 мм - 4 мкм; св. 200 мм - 5 мкм.
Между центрами бабок 1 и 5 устанавливают контрольную оправку 3 с цилиндрической рабочей поверхностью.
Измерительные приборы 2 и 4 укрепляют так, чтобы их измерительные наконечники касались цилиндрической поверхности оправки вблизи ее краев и были направлены к ее оси перпендикулярно образующим.
Измерения проводят в горизонтальной и вертикальной плоскостях.
Биение равно наибольшей алгебраической разности показаний измерительного прибора в каждом его положении.
Определения термина из разных документов: Радиальное биение оправки, зажатой в центрахИсточник: ГОСТ 13281-93: Станки зубошевинговальные. Основные размеры. Нормы точности и жесткости оригинал документа4.11.1 Радиальное биение оси внутренней центрирующей поверхности шпинделя передней бабки (при ее наличии):
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя

Рисунок 14
Таблица 4
Сечение
l, мм

Допуск, мкм, для станков классов точности
Н
П
В
А
Da ≤ 800 мм
Da > 800 мм
I
-
10
15
5
3
2
II
100
10
-
5
4
3
200
15
-
10
8
6
300
20
30
15
-
-
500
-
50
-
-
-
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 14).
При необходимости исключения из результатов измерения биения оправки ее вынимают после первого измерения, поворачивают вокруг своей оси на 180°, устанавливают снова с тем же усилием и измерения повторяют. Величина усилия должна быть минимальной, необходимой для обеспечения посадки.
Если результаты отдельных измерений до и после переустановки оправки отличаются от допуска более чем на 30 %, то измерения прекращают впредь до устранения причины этого отклонения.
Проверка может быть заменена проверками 4.11.2 и 4.11.3.
Определения термина из разных документов: Радиальное биение оси внутренней центрирующей поверхности шпинделя передней бабки (при ее наличии)Источник: ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа3.10 Радиальное биение оси вращения планетарного шпинделя КШС


Рисунок 19
Рисунок 20
Допуск, мкм, для станков с диаметром шейки в передней опоре: до 63 мм - 1,6, св. 63 мм - 2,5.
Измерения - по ГОСТ 22267, раздел 16, методы 1 или 3 (рисунки 19 и 20).
Определения термина из разных документов: Радиальное биение оси вращения планетарного шпинделя КШСИсточник: ГОСТ 18098-94: Станки координатно-расточные и координатно-шлифовальные. Нормы точности оригинал документа3.16 Радиальное биение оси вращения поворотного стола

Рисунок 26
Таблица 8
Ширина стола, мм
Допуск, мкм, для станков классов точности
Н
П
До 1250
12
8
Св. 1250 « 2000
16
12
Измерение - по ГОСТ 22267, разд. 16, метод 1 (рисунок 26).
3.17 Торцовое биение рабочей поверхности поворотного стола

Рисунок 27
Таблица 9
Ширина стола, мм
Допуск, мкм, для станков классов точности
Н
П
До 1250
20
12
Св. 1250 « 2000
30
20
Измерение - по ГОСТ 22267, разд. 18, метод 1 (рисунок 27).
Измерительный наконечник прибора для измерения длин устанавливают на расстоянии не менее 0,4 ширины В или диаметра D стола от его оси поворота.
Допускается для столов с шабренной рабочей поверхностью при измерении располагать между проверяемой поверхностью и измерительным наконечником прибора для измерения длин, поверочное кольцо или переставляемую плоскопараллельную концевую меру длины.
Допускается проводить измерение в точках, расположенных через 30° ... 45°.
Определения термина из разных документов: Радиальное биение оси вращения поворотного столаИсточник: ГОСТ 2110-93: Станки расточные горизонтальные с крестовым столом. Нормы точности оригинал документа3.14 Радиальное биение оси вращения поворотного стола (стола-спутника)

Рисунок 20
Таблица 7
Ширина стола, мм
Допуск, мкм, для станков классов точности
П
А
До 500
12
6
Св. 500 » 800
16
8
» 800 » 1250
20
10
» 1250 » 2000
25
-
Измерение - по ГОСТ 22267, раздел 16, метод 1 (рисунок 20).
Для столов (столов-спутников) с дискретным делением с помощью плоскозубых колес измерения проводят через каждые 30°.
Образцовую деталь (поверочное кольцо) устанавливают на стол или стол-спутник станка.
Определения термина из разных документов: Радиальное биение оси вращения поворотного стола (стола-спутника)Источник: ГОСТ 30027-93: Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности оригинал документа1.11. Радиальное биение оси вращения шпинделя

Черт. 14
Таблица 8
Наибольший условный диаметр растачиваемого отверстия, мм
Обозначение позиции
Допуск, мкм, для головок классов точности
В
А
С
До 100
а
2,5
1,6
1
б
4
2,5
1,6
Св. 100 до 200
а
3
2
1,2
б
5
3
2
Св. 200 до 400
а
4
2,5
1,6
б
6
4
2,5
Измерения - по ГОСТ 22267-76, разд. 16, метод 1 (черт. 14) у фланца образцовой детали (а) и на расстоянии 300 мм (б) в двух взаимно перпендикулярных плоскостях.
В качестве образцовой детали применяют контрольную оправку.
Биение определяют по наибольшему результату измерений в каждой позиции.
Проверке подлежат все отделочно-расточные головки, устанавливаемые на станке.
Допускается проведение измерений на головках, закрепленных на стенде.
Определения термина из разных документов: Радиальное биение оси вращения шпинделяИсточник: ГОСТ 11576-83: Станки отделочно-расточные горизонтальные с подвижным столом. Нормы точности оригинал документа4.11.2 Радиальное биение оси вращения шпинделя передней бабки:
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя

Рисунок 15
Таблица 5
Сечение
l, мм

Допуск, мкм, для станков классов точности
Н
П
В
А
Da ≤ 800 мм
Da > 800 мм
I
-
10
15
5
4
3
II
100
10
-
5
4
3
200
15
-
10
8
6
300
20
30
15
-
-
500
-
50
-
-
-
Измерения - по ГОСТ 22267, раздел 16, методы 1 или 3. Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П.
Проверка не проводится в случае проведения проверки 4.14.1.
Определения термина из разных документов: Радиальное биение оси вращения шпинделя передней бабкиИсточник: ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа1.7. Радиальное биение оси вращения шпинделя передней бабки (черт. 6):
а) у торца шпинделя;
б) на расстоянии l.

Черт. 6
Таблица 3
Наибольший диаметр устанавливаемой заготовки, мм
Номер пункта
l, мм
Допуск, мм
До 125
1.7а
1.7б
-
150
2
4
Св. 125 » 320
1.7а
1.7б
-
300
3
8
» 320
1.7а
1.7б
-
300
4
12
На фланце шпинделя 1 устанавливают специальную плавающую цилиндрическую оправку 2 и центрируют ее относительно оси вращения так, чтобы смещение оси было минимально возможным.
На станке укрепляют показывающий измерительный прибор 3, так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Шпиндель с оправкой приводят во вращение.
Биение равно наибольшей величине алгебраической разности показаний показывающего измерительного прибора в каждом положении.
Определения термина из разных документов: Радиальное биение оси вращения шпинделя передней бабки4.3.5 Радиальное биение поверхности отверстия шпинделя бабки изделия:
а) у торца шпинделя;
б) на расстоянии L
Рисунок 11
Таблица 6
Наибольший диаметр D устанавливаемого изделия, мм
Номер пункта
L, мм
Допуск, мкм
До 200
4.3.5.а
-
3
4.3.5.б
150
5
Св. 200 до 320
4.3.5.а
-
4
4.3.5.б
150
6
Св. 320 до 500
4.3.5.а
-
5
4.3.5.б
150
8
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 11).
Определения термина из разных документов: Радиальное биение поверхности отверстия шпинделя бабки изделияИсточник: ГОСТ 30051-93: Станки шлицешлифовальные. Основные размеры. Нормы точности и жесткости оригинал документа2.15. Радиальное биение поверхности центрирующего отверстия или оси поворотного стола

Черт. 11
Черт. 12
Таблица 9
Ширина (диаметр) рабочей поверхности стола, мм
Допуск, мкм, для ставков классов точности
Н
П
До 200
16
10
Св. 200 до 320
20
12
» 320 » 500
25
16
» 500 » 800
30
20
» 800 » 1250
40
25
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 11) или разд. 16, метод 1 (черт. 12).
Определения термина из разных документов: Радиальное биение поверхности центрирующего отверстия или оси поворотного столаИсточник: ГОСТ 370-93: Станки вертикально-сверлильные. Основные размеры. Нормы точности и жесткости оригинал документа5.1.7 Радиальное биение поверхности центрирующего отверстия планшайбы стола
а) у поверхности планшайбы;
б) на расстоянии l.

Рисунок 8
Таблица 4
Диаметр планшайбы, мм
l, мм
Номер проверки
Допуск, мкм, для столов класса точности
Н
П
В
До 200
75
3.1.7а
3.1.7б
10
16
6
10
6
8
Св. 200 до 320
3.1.7a
3.1.7б
12
20
8
12
6
8
Св. 320 до 500
100
3.1.7a
3.1.7б
16
25
10
16
8
10
Св. 500 до 800
3.1.7a
3.1.7б
20
32
12
20
10
12
Св. 800 до 1250
125
3.1.7a
3.1.7б
25
40
16
25
12
20
Измерения - по ГОСТ 22267, разд. 15, метод 2 (рисунок 8).
5.1.8 Точность делительной цепи стола (для поворотных делительных столов)
Определения термина из разных документов: Радиальное биение поверхности центрирующего отверстия планшайбы столаИсточник: ГОСТ 16935-93: Столы поворотные круглые с ручным и механизированным приводами. Общие технические условия оригинал документа3.13 Радиальное биение поверхности центрирующего отверстия поворотного стола (стола-спутника)

Рисунок 19
Таблица 6
Ширина (диаметр) стола, мм
Допуск, мкм, для станков классов точности
П
А
До 500
16
8
Св. 500 » 800
20
10
» 800 » 1250
26
12
» 1250 » 2000
30
-
Для столов-спутников допуск увеличивают в 1,25 раза
Измерение - по ГОСТ 22267, раздел 15, метод 1 (рисунок 19). Для столов с механической фиксацией дискретных угловых положений с помощью плоскозубчатых колес измерения проводят через каждые 30°.
Определения термина из разных документов: Радиальное биение поверхности центрирующего отверстия поворотного стола (стола-спутника)Источник: ГОСТ 30027-93: Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности оригинал документа2.1.3. Радиальное биение посадочной части шпинделя под инструмент

Черт. 4
Допуск для производства заготовок столярно-строительных изделий и мебели, мм:
у торца...................................................................................... 0,02
на расстоянии 250 мм............................................................ 0,03
Допуск для прочих производств, мм:
у торца...................................................................................... 0,03
на расстоянии 250 мм............................................................ 0,05
Проверка проводится в соответствии со схемой, указанной на черт. 4.
На неподвижной части станка 1 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался проверяемой поверхности шпинделя 3 и был направлен к его оси перпендикулярно образующей. Шпиндель приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора.
Биение определяют как наибольшую алгебраическую разность показаний индикатора в каждом положении.
Определения термина из разных документов: Радиальное биение посадочной части шпинделя под инструментИсточник: ГОСТ 8425-90: Деревообрабатывающее оборудование. Станки круглопильные прирезные для продольной распиловки пиломатериалов. Основные параметры. Нормы точности и жесткости оригинал документа4.11.3 Радиальное биение упорного центра, вставленного в отверстие шпинделя

Рисунок 16
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм - 15, для Da > 800 мм - 20; П - 10; В - 8; А - 6.
Измерения - по ГОСТ 22267, раздел 15, метод 1 (рисунок 16).
Измерительный прибор устанавливают так, чтобы его наконечник касался образующей конуса вблизи ее середины и был ей перпендикулярен. За отклонение принимают результат измерения, деленный на cos α, где α - половина угла конуса.
Исключение из результатов измерения биения центра - как для оправки (см. 4.11.1).
Проверка может быть заменена проверкой 4.11.4.
Проверка не проводится в случае проведения проверки 4.11.1.
Определения термина из разных документов: Радиальное биение упорного центра, вставленного в отверстие шпинделяИсточник: ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа2.2.9. Радиальное биение фрезерной оправки после монтажа с контрподдержкой

Черт. 15
Таблица 10
Наибольший диаметр обрабатываемого колеса, мм
Допуск, мкм, для станков класса точности
Н
П
В
А
До 125
10
6
4
2,5
Св. 125 » 320
16
10
6
4
» 320 » 500
20
12
8
5
» 500 » 1250
30
20
12
8
Контрольную оправку 1 устанавливают в отверстиях шпинделя и контрподдержки. Корпус 2 передней опоры шпинделя и контрподдержки 3 закрепляют. Измерительный прибор 4 устанавливают неподвижно так, чтобы его измерительный наконечник касался образующей оправки и был ей перпендикулярен.
Биение измеряют в двух взаимно перпендикулярных плоскостях, поочередно при двух направлениях вращения шпинделя.
Радиальное биение равно наибольшей алгебраической разности показаний измерительного прибора в пределах оборота шпинделя.
Определения термина из разных документов: Радиальное биение фрезерной оправки после монтажа с контрподдержкойИсточник: ГОСТ 18065-91: Станки зубофрезерные горизонтальные для цилиндрических колес. Основные параметры и размеры. Нормы точности оригинал документа2.6. Радиальное биение центрирующей поверхности отверстия или боковой поверхности планшайбы (при отсутствии центрирующего отверстия)

Черт. 5

Черт. 6
Таблица 4
D, мм
Допуск, мкм, для станков классов точности
Н
П
До 1600
16
12
Св. 1600 » 2500
20
16
» 2500 » 4000
25
20
» 4000 » 6300
30
25
» 6300 » 10000
40
30
» 10000
50
40
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 5, 6).
Индикатор устанавливают на неподвижной части станка в положении диаметрально противоположном положению инструмента при обработке планшайбы.
Перед измерением допускается проводить проточку контрольного пояска.
Определения термина из разных документов: Радиальное биение центрирующей поверхности отверстия или боковой поверхности планшайбы (при отсутствии центрирующего отверстия)Источник: ГОСТ 44-93: Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости оригинал документа1.4. Радиальное биение центрирующей поверхности под патрон шпинделей изделия

Черт. 2
Таблица 2
Наибольший диаметр патрона, мм
Допуск, мкм, для полуавтоматов класса точности
Для станков, спроектированных после 01.01.84
Для станков, спроектированных до 01.01.84
Н
П
До 125
До 125
12
8
Св. 125 до 200
Св. 125 до 160
16
10
» 200
» 160 » 250
20
12
Измерение - по ГОСТ 22267, разд. 15, метод 1 (черт. 2).
Показывающий измерительный прибор 1 закрепляют на неподвижной части полуавтомата так, чтобы он касался центрирующей поверхности под патрон шпинделя изделия 2.
Биение измеряют последовательно для всех шпинделей при зафиксированном шпиндельном блоке.
Заданная точность должна обеспечиваться на всей длине центрирующей поверхности.
Определения термина из разных документов: Радиальное биение центрирующей поверхности под патрон шпинделей изделияИсточник: ГОСТ 6819-84: Полуавтоматы токарные многошпиндельные горизонтальные патронные. Нормы точности и жесткости оригинал документа2.4. Радиальное биение центрирующей поверхности шлифовального (табл. 2 ) и ведущего (табл. 3 ) кругов
Измерение - по ГОСТ 22267, разд. 15, метод 2.
Измерительный наконечник прибора 1 касается наружной центрирующей поверхности (конической или цилиндрической) шпинделя 2 шлифовального или ведущего круга, либо полой оправки 3, устанавливаемой на шпинделе, контрольных поясков или контрольной шейки шпинделя.
Определения термина из разных документов: Радиальное биение центрирующей поверхности шлифовального (табл. 2 ) и ведущего (табл. 3 ) круговИсточник: ГОСТ 13510-93: Станки круглошлифовальные бесцентровые. Основные параметры и размеры. Нормы точности и жесткости оригинал документа2.9. Радиальное биение центрирующей поверхности шпинделя бабки изделия

Черт. 5
Допуск, мкм, для станков классов точности:
П ... 8
В ... 5
А ... 4
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 5).
При проверке станков класса точности А проверка осуществляется не менее чем на четырех последовательных оборотах.
2.10. Радиальное биение конического отверстия шпинделя бабки изделия:
2.10.1. у торца шпинделя;
Определения термина из разных документов: Радиальное биение центрирующей поверхности шпинделя бабки изделияИсточник: ГОСТ 25-90: Станки внутришлифовальные. Основные параметры и размеры. Нормы точности оригинал документа2.4. Радиальное биение центрирующей шейки
Таблица 3
Ширина В бабок, мм
Допуск, мкм, для бабок класса точности
Н
П
В
125; 160
10
6
4
200; 250
12
8
5
320; 400
16
10
6
500; 630
20
12
8

Черт. 3
Измерения - по ГОСТ 22267, разд. 15, метод 1.
Определения термина из разных документов: Радиальное биение центрирующей шейкиИсточник: ГОСТ 22410-91: Бабки фрезерные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа1.3. Радиальное биение цилиндрической поверхности контактных вальцов

Черт. 1
Допуск 0,07мм
Определения термина из разных документов: Радиальное биение цилиндрической поверхности контактных вальцовИсточник: ГОСТ 26683-85: Деревообрабатывающее оборудование. Станки калибровально-шлифовальные. Нормы точности оригинал документа2.4. Радиальное биение шейки пильного вала

Черт. 3
Допуск 0,03 мм.
Измерение - по ГОСТ 22267, разд. 15, метод 1.
Определения термина из разных документов: Радиальное биение шейки пильного валаИсточник: ГОСТ 9335-89: Деревообрабатывающее оборудование. Станки круглопильные для поперечной распиловки пиломатериалов. Основные параметры. Нормы точности оригинал документа2.2.1. Радиальное биение шкива привода ротора

Черт. 1
Допуск 2,3 мм на диаметре 1000 мм.
Метод проверки (черт. 1). На неподвижной плоскости устанавливают показывающий измерительный прибор 1 так, чтобы его наконечник касался образующей цилиндрической поверхности шкива ротора 2 и был перпендикулярен ей. Измерения проводят в двух крайних сечениях цилиндрической поверхности шкива ротора в вертикальной и горизонтальной плоскостях.
Радиальное биение равно наибольшей алгебраической разности показаний индикатора в каждом его положении при вращении шкива ротора.
Определения термина из разных документов: Радиальное биение шкива привода ротора
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.